Как выбрать плазменный резак: от задач к параметрам
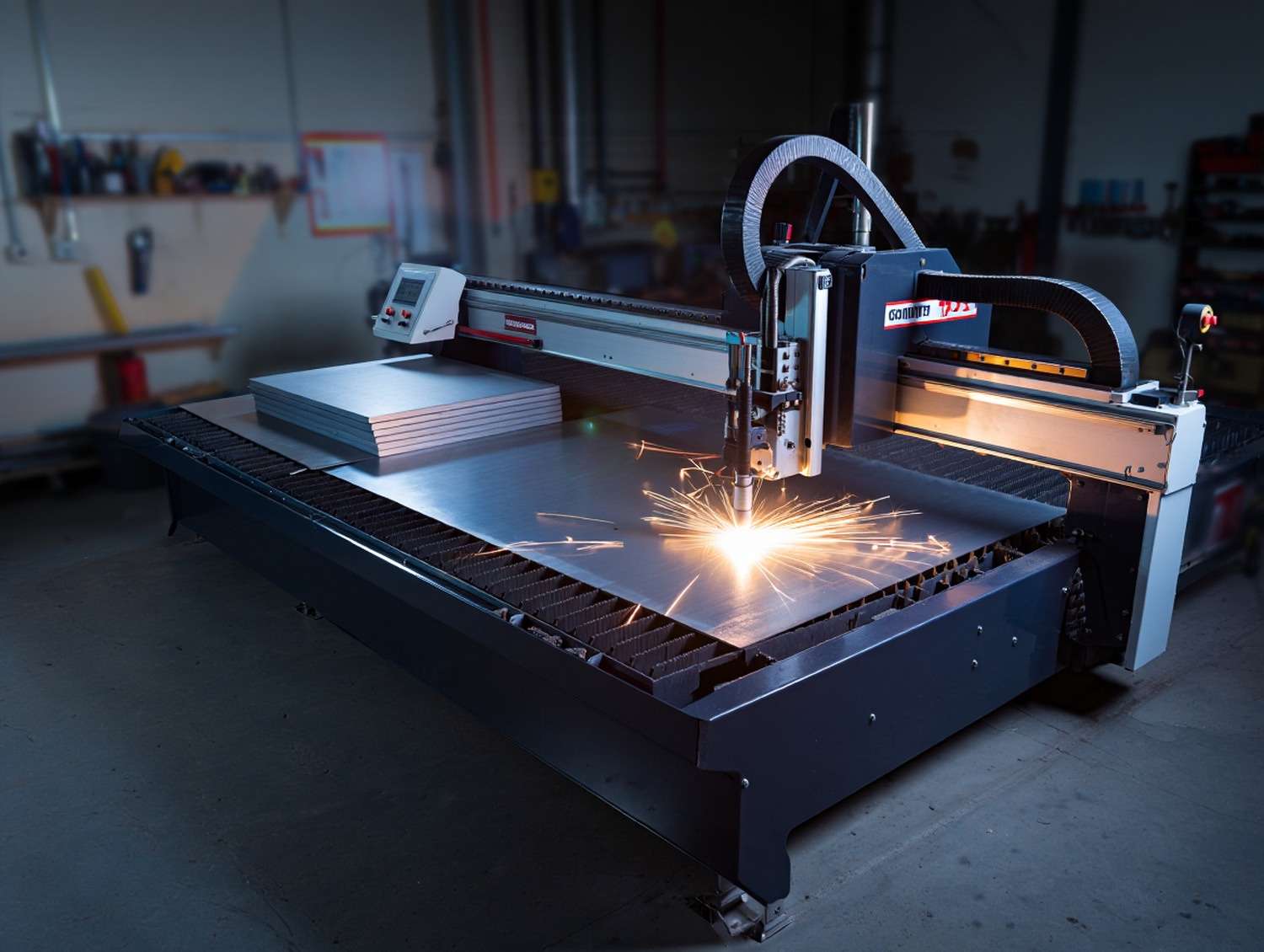
Плазменная резка — это не просто отрезать кусок металла. Это точная технологическая операция, где важна каждая деталь: от толщины металла до стабильности дуги. Установка плазменной резки металла с ЧПУ — это целая система, и выбор её компонентов требует осознанного подхода. Поэтому подбор плазменного резака — это всегда баланс между техническими характеристиками и реальными задачами производства.
Мощность: сколько металла вы собираетесь резать?
Мощность плазмореза определяет, с какой толщиной металла он справится. Условно: 40 А — это до 8–10 мм, 60 А — до 15 мм, 100 А — уже до 25–30 мм. Но не стоит идти «с запасом», если не планируете резать толстые заготовки — это обернётся лишними расходами на оборудование и энергопотребление.
Тип поджига дуги: контактный или бесконтактный?
Бесконтактный (высокочастотный) поджиг — предпочтителен. Он увеличивает ресурс расходников, не даёт наводок на электронику ЧПУ и запускается стабильнее. Контактный дешевле, но в автоматизированных системах он может стать узким местом.
Встроенный компрессор: да или нет?
Если у вас нет мощного компрессора в мастерской — выбирайте модели со встроенным. Это удобно, особенно для мобильных работ или небольших цехов. Минус — мощность таких моделей обычно ограничена.
Соотношение цена/качество: где скрыты переплаты?
Важно не просто смотреть на ценник, а понимать, за что вы платите. Устройства с одинаковым током могут отличаться по стабильности реза, качеству сборки и ресурсу. Выбирайте не «по числам», а по реальным отзывам и опыту эксплуатации.
Вывод: выбирать плазморез нужно исходя из ваших задач: тип металла, толщина, объём работ, наличие ЧПУ, требования к качеству среза. Чем точнее сформулируете цели — тем проще будет подобрать адекватную модель.
Источник плазмы для ЧПУ: почему это не просто «коробка с дугой»

Источники плазмы — это сердце системы. От них зависит не только качество реза, но и то, как долго и стабильно вы сможете работать. Не все источники универсальны, несмотря на рекламные лозунги. Ниже — основные параметры, на которые действительно стоит смотреть.
Мощность источника: критично, если режете «по максимуму»
Источник на 40 А — до 8–10 мм, 60 А — до 15 мм, 100 А и выше — промышленный класс. Для бытовых и полупрофессиональных задач чаще всего достаточно диапазона 40–60 А. Переплата за мощность «на вырост» не всегда оправдана: это и лишние киловатты, и габариты, и цена.
Режущий ток и его стабильность
Даже если на корпусе написано «60 А», в реальности аппарат может выдавать нестабильный ток, особенно на дешёвых моделях. Важно проверять не только номинал, но и рабочий цикл: сколько минут из 10 источник может резать без перегрева.
Рабочий цикл: не перегреется ли через 3 минуты?
Для промышленного использования ищите модели с рабочим циклом 60–100% на своей мощности. Бюджетные источники могут «уходить на паузу» уже через пару минут активной работы. Это не только снижает производительность, но и влияет на стабильность среза.
Тип поджига дуги: бесконтактный — для современных ЧПУ
Контактный поджиг быстрее изнашивает расходники и может давать наводки на электронные системы. Бесконтактный — чище, стабильнее и долговечнее. Если у вас автоматизация — бесконтактный поджиг обязателен.
Дополнительные функции: не «фишки», а реальная польза
Автоматическое определение высоты, контроль напряжения, защита от перегрева, регулировка параметров в режиме реального времени — все эти «фишки» реально влияют на стабильность реза и комфорт оператора.
Совместимость с ЧПУ
Проверьте, подходит ли источник к вашему станку: по токам, управлению, разъёмам. Универсальность — это хорошо, но иногда «родная» связка работает в разы стабильнее, чем случайный микс компонентов.
Производитель и надёжность
Не всегда бренд = качество, но у именитых компаний выше шансы получить адекватную поддержку, доступные расходники и документы. Уточните, есть ли в вашем регионе сервисный центр. Это может сыграть критическую роль при первом же сбое.
Оптимальный выбор по задачам
Для мелких и средних мастерских — источники на 40–60 А, с рабочим циклом от 60%, бесконтактным поджигом и встроенными защитами. Для промышленных задач — от 80 А, с возможностью резки от 25 мм и выше. Ориентируйтесь на технику, которая уже работает у коллег: это лучший ориентир, чем маркетинговые описания.
Плазменная резка и её конкуренты: чем отличается и когда выигрывает

Плазменная резка — не единственный способ раскроя металла. Лазер, гидроабразив, газокислородная, механическая — у каждого метода свои сильные и слабые стороны. Чтобы выбрать оптимальный, важно понимать, в каких условиях и задачах тот или иной способ проявляет себя лучше.
Плазменная резка: универсальный боец
Этот метод применяется для раскроя любых токопроводящих металлов — от тонкой нержавейки до массивных стальных листов. Основа процесса — струя ионизированного газа, расплавляющая металл с высокой температурой. Подходит как для ручной, так и автоматизированной резки.
Плюсы:
- Работает с любыми электропроводящими металлами.
- Хорошая производительность на толщине от 3 до 25 мм.
- Относительно невысокая стоимость оборудования и эксплуатации.
- Можно автоматизировать под ЧПУ для серийного производства.
Минусы:
- Меньшая точность, чем у лазера (ширина реза 1–2 мм и выше).
- Зона термического влияния — деформация возможна при тонких листах.
- Нужен источник сжатого воздуха (или встроенный компрессор).
Лазерная резка: хирургическая точность
Лазер использует сфокусированный пучок света высокой мощности, буквально «выпаривающий» металл. Особенно эффективен на тонких листах и там, где критична точность и минимальный заусенец.
Преимущества: минимальная ширина реза (0.1–0.3 мм), чистая кромка, отсутствие механического контакта. Идеален для декоративных элементов, ювелирной точности, черной и нержавеющей стали толщиной до 6–10 мм.
Ограничения: высокая стоимость оборудования, сложная настройка, требовательность к обслуживанию. Неэффективен при резке толстого металла — мощность растет экспоненциально, а себестоимость заготовки становится неоправданной.
Гидроабразив: холодный, но медленный
Метод основан на струе воды с абразивом, разгоняемой до сверхвысокого давления. Преимущество — полное отсутствие нагрева, что делает его незаменимым для деликатных материалов (камень, стекло, алюминий, нержавейка, композиты).
Ключевые плюсы: универсальность (даже неметаллы), точный рез без термической деформации, сохранение структуры материала. Это особенно важно в авиастроении и точной обработке.
Минусы: низкая скорость, высокая стоимость оборудования и абразива, потребность в дорогом обслуживании. Не для массовой резки металла — если только не критичны деформация и температура.
Газокислородная резка: просто и грубо
Старый, но рабочий метод — металл разогревается и выгорает в струе кислорода. Хорошо режет толстую сталь (30–100 мм и более), используется там, где не важна высокая точность.
Плюсы:
- Дешевое оборудование и простота.
- Эффективен при резке толстых листов и труб.
Минусы:
- Низкая точность и грубая кромка.
- Не подходит для нержавейки, алюминия, цветных металлов.
- Нужен предварительный прогрев, большой расход газа.
Сравнение методов резки: таблица
| Метод | Толщина металла | Точность | Стоимость оборудования | Скорость резки | Материалы |
|---|---|---|---|---|---|
| Плазменная резка | 3–50 мм | Средняя | Средняя | Высокая | Все токопроводящие металлы |
| Лазерная резка | 0.5–20 мм | Высокая | Высокая | Средняя | Чёрная, нержавеющая сталь, алюминий |
| Гидроабразив | 0.5–100 мм | Высокая | Очень высокая | Низкая | Металлы, стекло, керамика, композиты |
| Газокислородная | 20–300 мм | Низкая | Низкая | Средняя | Только сталь |
Когда выбрать плазму?
Плазменная резка — лучший выбор, если нужно:
- работать с металлом толщиной до 25–30 мм без серьёзных требований к чистоте кромки;
- резать быстро и серийно, в том числе с ЧПУ;
- уместиться в разумный бюджет на оборудование.
Вывод: у плазмы нет универсального преимущества, но она оптимальна при сочетании цены, производительности и простоты. Это как надёжный внедорожник: не спорткар и не трактор, но вывозит большинство задач на отлично.
Обзор моделей и производителей: как не ошибиться при покупке плазмореза
На рынке представлено множество моделей станков плазменной резки и источников плазмы: от недорогих бытовых до высокоточных промышленных комплексов. Но ценник — не всегда показатель качества. Важно понимать не только, что вы покупаете, но и у кого.
Как выбирать: ориентиры в многообразии
Перед тем как перейти к конкретным брендам, уточним: модель стоит подбирать не по бренду, а по совокупности характеристик и их соответствию вашим задачам. Ниже — производители, заслужившие доверие в разных сегментах, и то, чего от них стоит ждать.
Hypertherm (США): стандарт индустрии
Hypertherm — мировой лидер в производстве источников плазмы. Их модели — это эталон по качеству дуги, стабильности работы, ресурсу расходников и поддержке ЧПУ-систем. Если вам нужна промышленная надёжность — это один из лучших вариантов.
- Популярные модели: Powermax 45, 65, 85, 105, 125.
- Особенности: отличная поддержка ЧПУ, высокая точность реза, большой выбор оригинальных расходников.
- Минусы: высокая цена (оправданная).
Kjellberg (Германия): немецкая точность
Если нужен идеально чистый рез с минимальными заусенцами — присмотритесь к Kjellberg. Эти источники создавались для прецизионной резки. Однако цена и сложность обслуживания делают их выбором для задач, где критична идеальная кромка.
- Отличия: мощные инверторные источники, поддержка современных протоколов управления, высокая культура дуги.
- Недостатки: высокая цена, сложность замены расходников, чувствительность к перепадам напряжения.
Сварог (Россия): крепкий середняк
Отечественный производитель, давно и прочно обосновавшийся на рынке. Их серия REAL CUT (например, REAL CUT 45) — надёжный выбор для мастерских, ремонтных цехов и частных заказов. Модели не идеальны, но стабильно работают при умеренных нагрузках.
- Плюсы: доступная цена, широкий выбор, простота в эксплуатации.
- Минусы: меньше ресурс расходников, не самая точная дуга на максимальной мощности.
Шквал-М (Россия): для серьёзных задач
Один из ведущих российских производителей ЧПУ-станков для плазменной резки. Модель «Шквал-М» рассчитана на резку металла толщиной до 65 мм, подходит для промышленного использования.
- Фишка: полностью адаптированы под отечественные условия, часто идут в комплекте с собственным ЧПУ и плазмотронами.
- Преимущество: хорошая поддержка, гарантия, возможность дооснащения.
- Недостаток: меньше отзывов вне СНГ, не всегда легко интегрируются с импортными источниками.
Другие российские производители
Отечественные бренды, такие как АМН Инжиниринг, РиК, Технорез, предлагают станки с хорошим соотношением цены и качества. При ограниченном бюджете или региональных ограничениях — вполне рабочий вариант.
Совет: всегда уточняйте наличие сервисной службы в вашем регионе и возможность поставки запчастей. Это критично в условиях нестабильной логистики и санкций.
Чек-лист при выборе модели
- Рабочее поле: стандарт — 1250×1250, 2550×1250, 3100×1550. Выбирайте по габаритам заготовок.
- Совместимость с источником плазмы: важно учитывать и ток, и систему управления.
- Тип привода: шаговые — дешевле, но менее точны; серво — дороже, но быстрее и надёжнее.
- Автоматизация: наличие THC (контроля высоты резака), автозапуска дуги, датчиков позиционирования.
- Система управления: Mach3, LinuxCNC, промышленные контроллеры — всё имеет значение.
Когда стоит брать «флагман»?
Если вы планируете круглосуточную работу, резку металла свыше 25 мм, сложные контуры — имеет смысл инвестировать в станки среднего и верхнего класса. Они обеспечивают стабильность, чистоту реза и экономят время оператора. Для разовых задач, мелкосерийного производства или обучения — подойдёт надёжная «рабочая лошадка» попроще.
Вывод: нет единственной «лучшей» модели. Есть лучший вариант под вашу задачу, бюджет и темпы работы. Сравнивайте не только характеристики, но и реальный опыт других пользователей, наличие поддержки, стоимость расходников. Это и будет настоящей экспертизой при выборе.
Как технические характеристики влияют на цену плазменной установки
Цены на установки плазменной резки с ЧПУ могут отличаться в разы. Два визуально схожих станка могут стоить 700 тысяч и 2,5 миллиона рублей. Почему такая разница? Ответ — в деталях. Технические параметры напрямую определяют не только производительность, но и стоимость оборудования.
1. Мощность источника плазмы
Чем выше мощность, тем толще металл можно резать. Но цена растет пропорционально — мощные инверторы дороже и сами по себе, и по энергообеспечению. 45–65 А — стандарт для мастерских, 80–125 А — промышленный класс. Каждые дополнительные 20 А — это десятки тысяч рублей.
2. Размер рабочего поля
Увеличение стола увеличивает не только цену, но и массу, габариты, требования к жесткости конструкции. Типовые размеры: 1250×1250 мм, 2550×1250 мм, 3100×1550 мм. Чем больше поле — тем выше цена на раму, направляющие, систему ЧПУ.
3. Тип привода
Шаговые двигатели — доступнее, но ограничены по скорости и точности. Серводвигатели — дороже, но обеспечивают плавность, высокую скорость и повторяемость реза. Разница в стоимости всей системы может доходить до 40–60%.
4. Точность позиционирования
Точность зависит от качества направляющих, люфтов в передачах, качества настройки ЧПУ. Высокоточная система требует редукторов, дорогих направляющих, компенсации биений — всё это удорожает конструкцию.
5. Система ЧПУ
От простых контроллеров с интерфейсом Mach3 до промышленных систем с сенсорными панелями и удаленным управлением. Современная ЧПУ-система может стоить столько же, сколько вся механика станка.
6. Дополнительные функции
Контроль высоты (THC), автоматическая калибровка, мониторинг дуги, система защиты от обрыва реза, удалённая диагностика — всё это полезно, но платно. Если в вашем производстве не требуется 24/7 режим — многие функции можно исключить.
7. Качество сборки и компонентов
Дешевые станки могут выглядеть солидно, но внутри быть собраны на бюджетных компонентах с невысоким ресурсом. Это влияет на стабильность реза, количество отказов и необходимость частого обслуживания.
8. Бренд и сервис
Производители с развитой сетью сервисных центров, документацией и поддержкой обойдутся дороже, но окупаются при первой же поломке. Уточняйте заранее, кто будет ремонтировать и как быстро приедет специалист.
Как не переплатить?
Сформулируйте, что вы режете, сколько, с какой точностью и как часто. Не гонитесь за «максимумом». Например, если вы работаете с листами до 8 мм, станок с током 125 А и полем 3×6 м — это избыточно. На практике из 10 функций 7 могут не пригодиться.
Рекомендация: лучше взять станок с меньшим полем, но с серводвигателями и хорошим ЧПУ, чем гиганта с шаговыми моторами и устаревшей системой управления.
Допуски и толщина резки: реальность современных машин
Плазменная резка долго считалась «грубой» по сравнению с лазером. Но технологии шагнули вперёд. Современные ЧПУ-системы позволяют получать точный и повторяемый результат — особенно на средних и больших толщинах.
Толщина резки: от фольги до массивной стали
Параметры толщины зависят от мощности источника и типа плазмотрона:
- До 5 мм: подходят аппараты мощностью до 40 А. Это нержавейка, алюминий, чёрная сталь.
- 5–15 мм: уверенная зона для аппаратов на 60 А. На этом диапазоне работают 90% мастерских.
- 15–30 мм: требуется источник на 100–120 А. Применяется в производстве, тяжёлой промышленности.
- До 50–60 мм: под силу только флагманским моделям (например, Шквал-М или Hypertherm 125).
Важно: не путайте толщину реза и чистый рез. Аппарат может резать и 50 мм, но кромка будет с углом, заусенцами, и потребуется обработка.
Допуски: какая точность у плазмы?
Точность зависит от целого набора факторов:
- Качество плазмотрона и стабильность дуги;
- Точность системы ЧПУ и направляющих;
- Температурные деформации (особенно на тонких листах);
- Скорость движения и высота плазмотрона над металлом;
- Навык оператора (даже в автоматике требуется вмешательство).
В реальных условиях можно достигать допусков до ±0.3 мм на тонком листе и до ±1 мм на толщине свыше 20 мм. Это сопоставимо с точностью лазерной резки при правильной настройке и хорошем оборудовании.
Что влияет на стабильность допусков?
- Жесткость конструкции: люфты и вибрации сразу отражаются на геометрии детали.
- Автоматический контроль высоты (THC): постоянная высота дуги = стабильное качество.
- Качество расходников: дешевые сопла и электроды могут менять параметры дуги каждые 15 минут.
- Температура металла: чем толще лист, тем выше вероятность деформаций при перегреве.
Итоги: на что реально рассчитывать
Современные плазморезы с ЧПУ позволяют резать металл от 0.5 до 50 мм с высокой точностью, при этом оставаясь в адекватной ценовой категории. Главное — подобрать оборудование под ваши задачи, не переплачивать за функции «на будущее», и регулярно обслуживать станок.
Ключ к успеху: не «лучший станок на рынке», а правильный выбор под конкретное производство. Это значит — подходящая мощность, точность, поле, источник, удобная система управления и адекватный сервис.





